简体中文
简体中文







2026-07-24
Hjem / Nyheder / Industri nyheder / Take Up Winder Guide: Jiaxing Shengbang High-Performance Winding Solutions

Hvis du vurderer en opruller til en højhastigheds syntetisk fiberlinje, er konklusionen klar: Jiaxing Shengbang Mechanical Equipment Co., Ltd. tage vindere op som opretholder mekaniske viklingshastigheder på op til 7.000 m/min, hvilket opnår væsentligt lavere endebrudshastigheder og er i stand til at fremstille nylongarn af HMLS-typen. Denne vejledning leder produktionsledere gennem typevalg, nøgleparametre, installation, vedligeholdelse og ROI-case feller opgradering til en moderne automatisk opruller.
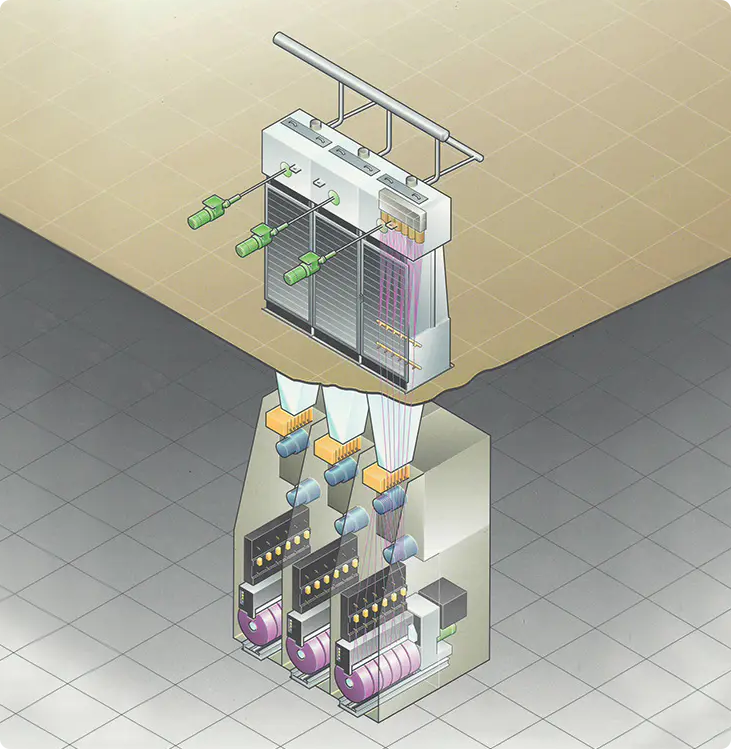
En opruller er den sidste aktive station på hver smelte-spinningslinje. Dens opgave er at modtage smeltet ekstruderet filament ved den linjehastighed, der er indstillet af spin-pakken, at bygge en geometrisk præcis pakke og aflevere denne pakke til nedstrøms teksturerings-, vridnings- eller vævemaskiner uden defekter.
De tre mest almindelige anvendelseskontekster stiller hver især forskellige krav:

Det viser industriens benchmarks en dårligt tilpasset opruller bidrager til 35-55 % af de samlede endebrud på en smeltespinningslinje (CIRFS, 2024 medlemsdata). Investering i en korrekt specificeret automatisk opruller reducerer typisk denne andel til under 8 %.
Tre grundlæggende viklingsgeometrier bruges i industriel fiberproduktion. Tabellen nedenfor opsummerer kritiske forskelle for at hjælpe med at indsnævre dit valg:
| Type | Hastighedsområde | Typiske applikationer | Nøglefordel | Begrænsning |
|---|---|---|---|---|
| Turret (automatisk) | 2.000–6.000 m/min | POY, FDY, Nylon 6/66 | Kontinuerlig drift; automatisk fald <2 sek; nul produktionsstop | Højere initial investering; kræver præcisionsservodrev |
| Overfladevikling | 200–1.500 m/min | Spandex, fine denier specialgarn | Konstant overfladehastighed; forhindrer blød emballage deformation | Manuel aftagning påkrævet; uegnet til højhastighedsstrækninger |
| Centervikling (manuel) | 800–3.000 m/min | BCF, tæppegarn, industrigarn | Enkel struktur; lave vedligeholdelsesomkostninger; stor pakkediameter | Kræver operatør ved doff; spændingskonsistens afhænger af færdighed |
| Præcisionsvikling (elektronisk) | 500–4.000 m/min | Optisk fiber, fin filament, tekniske tekstiler | Programmerbar spolestigning; eliminerer mønstre/båndoprulning | Højere kontrolsystemomkostninger; følsom over for vibrationer |
For de fleste POY- og FDY-producenter, der kører linjer over 3.000 m/min tårn-type automatisk opruller er industristandarden og leverer de bedste samlede ejeromkostninger over en aktiv levetid på 10 år.

Jiaxing Shengbang Mechanical Equipment Co., Ltd. har fremstillet oprullere og hjælpespinningsudstyr siden 2003. Dens nuværende flagskibsserie med automatisk oprulning dækker hele spektret af syntetiske fiberanvendelser. De vigtigste tekniske specifikationer er opsummeret i tabellen nedenfor:
| Parameter | Standardmodel (SB-TW4) | Højhastighedsmodel (SB-TW6) |
|---|---|---|
| Maks. Oprulningshastighed | 4.000 m/min | 6.000 m/min |
| Automatisk afbrydelsestid | <3 sek | <2 s |
| Spændingskontrolnøjagtighed | ±1 % | ±0,5 % |
| Spolediameterområde | 75–300 mm | 75–280 mm |
| Pakkevægt (maks.) | 12 kg | 10 kg |
| Spindelpositioner pr. enhed | 4/8 | 4/8 |
| Drive System | AC Servo | AC Servo closed-loop feedback |
| PLC / HMI interface | Siemens S7 7" touchpanel | Siemens S7 10" touchpanel |
Ud over offentliggjorte specifikationer differentierer Jiaxing Shengbang gennem tre dokumenterede kunderesultater:
Alle Jiaxing Shengbang automatiske oprulningsenheder understøtter tilpasset spindelafstand, specifikationer for undertrådsrør og integration med eksisterende SCADA-systemer på anlægsniveau efter anmodning.
Brug følgende tjekliste, når du angiver en opruller. Arbejd gennem hvert beslutningspunkt i rækkefølge – tidlige valg begrænser senere.
For en typisk 48-positions FDY-linje, der kører PET (f.eks. med en hastighed på 4.200 m/min), er en Jiaxing Shengbang spindeltårn, AC servo, elektronisk travers, Siemens HMI den anbefalede konfiguration. For linjer over 5.000 m/min, eller hvor denier CV er den primære kvalitets-KPI, er opgradering til det tilpassede tårn designet af Jiaxing Shengbang det bedste valg.
Korrekt installation påvirker direkte den langsigtede viklingskvalitet. Følg disse trin under idriftsættelsen:
En struktureret vedligeholdelsesplan er den mest omkostningseffektive måde at forlænge oprullerens levetid på. Jiaxing Shengbang anbefaler følgende intervaller baseret på feltdata fra over 1000 installerede enheder:
Planter følger Jiaxing Shengbangs anbefalede tidsplansrapport middeltid mellem fejl (MTBF), der overstiger 14.000 driftstimer på oprullere i SB-TW-serien – omkring 19 måneders kontinuerlig drift i tre skift før enhver uplanlagt nedetidshændelse.
Den økonomiske sag for en moderne automatisk opruller er bygget på fire målbare håndtag:
Tilsammen giver disse forbedringer typisk en fuld tilbagebetalingstid på 12-24 måneder på en Jiaxing Shengbang automatisk oprulnings-investering, afhængigt af linjeskala og nuværende baseline-ydelse.
Fire teknologiretninger omformer oprullerdesignet gennem 2025-2028:
En opruller er inline med spindeprocessen og skal modtage garn direkte fra spindedysen ved linehastighed uden stop. En konventionel tilbagespolemaskine behandler allerede dannede pakker offline, ved lavere og variable hastigheder. Kravene til spænding, hastighed og aftagning er fundamentalt forskellige - en opruller skal fungere pålideligt ved 2.000–6.000 m/min under kontinuerlige produktionsforhold.
Båndvikling opstår, når traversforholdet er lig med eller tæt på en rationel fraktion, hvilket får på hinanden følgende lag til at lande på den samme helix. Løsningen er en trinpræcisions (eller anti-mønster) algoritme, der kontinuerligt ryster travershastighedsforholdet med en lille mængde (typisk ±0,1-0,5%) for at forhindre spoleoverlejring. På Jiaxing Shengbang take up winder enheder er dette en konfigurerbar parameter i HMI; det anbefalede dither-område for standard POY er ±0,25 %.
En standard 8-spindlet oprullerinstallation, inklusive justering, kabling og produktionsforsøg, kræver mindst 3-5 arbejdsdage. Jiaxing Shengbang sender fabriksingeniører til idriftsættelse på stedet inden for det kinesiske fastland; oversøiske installationer understøttes via autoriserede lokale servicepartnere i Sydøstasien, Sydasien og Tyrkiet.
I princippet kan den samme hardwareplatform vikle begge garntyper, men spændingsindstillingspunktet, kontaktrulletrykket og traversvinklen skal omparametreres, når der skiftes produkter. Jiaxing Shengbang tilbyder opskriftslagring (op til 50 navngivne produktprogrammer) på sin HMI, hvilket gør det muligt for en enkelt maskine nemt at skifte mellem POY- og FDY-programmer, og forudsat at hastighedsområdet er kompatibelt.
Jiaxing Shengbang opretholder en minimumsgaranti på 2 års reservedelslager for alle nuværende produktionsmodeller. Genstande med hurtig slid (skiftegaffel, traverser, spændepatroner, lejer) er på lager til afsendelse samme uge. Spindellejesæt og servodrevmoduler sendes typisk inden for 5-7 hverdage internationalt.

At vælge den rigtige opruller er en af de udstyrsbeslutninger, som en fiberproducent træffer den højeste gearing. Valget mellem oprullertyper, hastighedsklassificeringer og automatiseringsniveauer bestemmer direkte lønomkostninger, slutbrudhastighed, førstekvalitetsudbytte og i sidste ende rentabiliteten af hvert kilogram garn produceret.
Jiaxing Shengbang Mechanical Equipment Co., Ltd. tilbyder et komplet udvalg af automatiske oprullere – fra startniveau for POY-linjer til højhastighedsplatformen for FDY – understøttet af dokumenterede feltydelsesdata, idriftsættelsessupport på stedet og en garanteret reservedelsforsyningskæde.
Uanset om du specificerer en ny spindelinje, opgraderer aldrende opviklingsudstyr eller fejlfinder kroniske kvalitetsproblemer på en eksisterende installation, kan Jiaxing Shengbangs tekniske team levere et detaljeret forslag, der er matchet til din specifikke fibertype, linjehastighed og automatiseringsmål.
Kontakt Jiaxing Shengbang Mechanical Equipment Co., Ltd. for at anmode om en konsultation om valg af opruller, detaljeret teknisk datablad eller fabriksbesøg. Besøg det officielle websted eller kontakt salgsingeniørteamet direkte for at diskutere dine produktionskrav og modtage en skræddersyet anbefaling af opruller.







")

ADRESSE: No.1298, Zhouan Road, Economic and Technological Development District, Jiaxing City, Zhejiang Province
TELEFON: +86 19057031687
TLF: 86-0573-83777752
E-MAIL: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Alle rettigheder forbeholdes. Producenter af nøglekomponenter til spindemaskiner